- 18851191830
咨询热线
- weiq.sales@weste-group.com
邮箱
咨询热线
邮箱

Dongguan Weisite Intelligent Technology Co., Ltd.
Mr. Yuan 18851191830
Company Tel: 0769-2288 8508
Company email: weiq.sales@weste-group.com
Online QQ: 2251002748
Company Address: No. 4, West Street, Zhenyuan Road, Wusha Caiwu Industrial Zone, Chang'an Town, Dongguan City
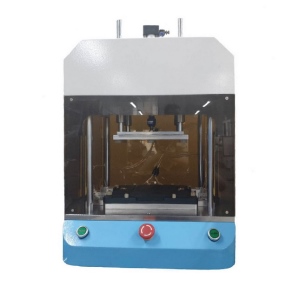
The airtightness detector is an instrument that uses gas to test the airtightness and water resistance of a product for leaks. The testing of various products in various industries will further expand with the upgrading of the industry in our country.
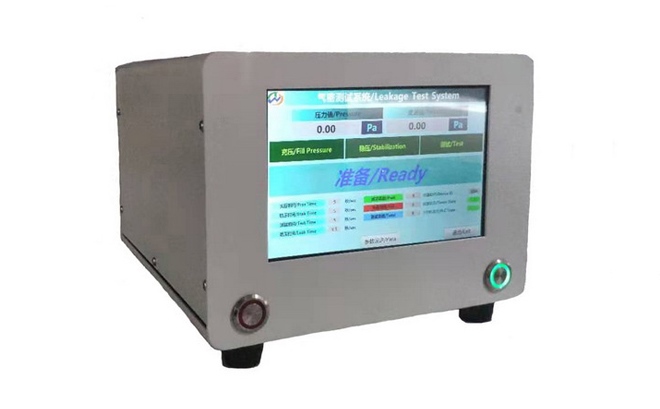
The detection accuracy or sensitivity of the air tightness detector has a great relationship with the pressure transmitter used in the instrument. Specifically, it is related to the resolution error of the pressure transmitter. For example, the current resolution error of the pressure transmitter is reduced. The smaller the error, the higher the detection accuracy, which is also related to the range of the transmitter. For example, the smaller the range, the higher the accuracy. At the same time, it is related to the functions of PLC processors of different brands. In the future, the main digital processing power will still depend on the PLC. The pressure transmitter is responsible for transmitting the air pressure analog quantity to the PLC, and the PLC converts the analog quantity into a digital quantity.
The air tightness detector is a state monitoring and testing equipment, which can be used to form a control alarm system or special testing equipment. For example, an airtight instrument and a special fixture can be combined to become a special machine tool for an assembly line to test the airtight performance of the workpiece. In the future, there will be cylinder head leak testing machines and clutch cover (or assembly) leak testing machines suitable for motorcycles and automobiles. Airtight detectors for motorcycles and automobiles, such as cylinder block leak detectors, gearbox leak detectors, etc.
By analyzing the development status of the air-tightness detector, it is expected that the air-tightness detector and the test room will be connected, specifically designed to contain the packaging that needs to be tested. Place the package in the laboratory for vacuuming. Single vacuum or dual vacuum sensor technology is used to monitor the vacuum state of the test chamber on two levels. It also monitors changes in vacuum during a predetermined test period. The change in vacuum and relative vacuum means that leaks and defects in the package are eliminated, so the airtight detector has a higher detection efficiency.

Dongguan Weisite Intelligent Technology Co., Ltd. integrates the design, production, sales and service of air tightness testers, audio testers and other non-standard automation equipment